過酷な175℃環境下でも高精度センシングを実現するMEMSジャイロセンサーの動作原理と使い方:アナログ回路設計講座(23)
175℃の高温動作に合わせて定格が設定されたMEMSジャイロセンサーの動作原理や使い方を紹介します。このセンサーにより、衝撃と振動の影響を排除して、過酷な環境下のアプリケーションにおいて高精度な角速度測定が可能になるでしょう。
過度の高温環境にセンサーからデータの収集を必要とするアプリケーションの数が増大する今日、半導体や受動素子、相互接続部品の著しい進歩とともに、データの高精度な収集と処理が可能になっています。しかし、最大175℃の温度で使用できるセンサーに関しては、いまだ満たされていないニーズがいくつかあり、特にマイクロマシン(MEMS)が提供する容易に導入可能なフォームファクターのものに関しては、この傾向が顕著です。多くのMEMSセンサーは、同等のディスクリートセンサーよりも小型で消費電力が小さく、コストも低く抑えられています。さらに、同じ半導体パッケージ内にシグナルコンディショニング回路を組み込むことも可能です。
既にリリースされている高温用MEMS加速度センサー「ADXL206」は、高精度の傾斜測定が可能です。しかし、最終製品が激しい衝撃や振動、動作にさらされ得る過酷な環境下で使用されるアプリケーションではシステムの動きを正確に測定するために、さらに自由度を高める必要があります。このような過酷な使用環境は部品の早期摩耗やシステムの早期故障を引き起こし、メンテナンスコストの高騰やダウンタイムの増大をもたらす可能性があります。
このニーズを満たすために、アナログ・デバイセズは、シグナルコンディショニング機能を内蔵した新しい高温用MEMSジャイロセンサー、「ADXRS645」を開発しました。このセンサーは、衝撃や振動が存在する環境下でも高精度の角速度(回転速度)測定が可能で、最大175℃の定格使用温度を実現しています。
動作原理
MEMSジャイロセンサーは、コリオリの加速度を利用して角速度を測定します。コリオリ効果は以下のように説明することができます。まず、図1を参照してください。今、回転するプラットフォームの中心近くに人が立っているものとします。図中の青い矢印の長さは、地面に対する相対的な速度を表しています。この人がプラットフォームの外縁方向へ移動すると、長い方の青矢印で示すように地面に対する相対速度が増加します。この人の半径方向の移動速度によって生じる接線方向速度の増加率が、コリオリの加速度です。
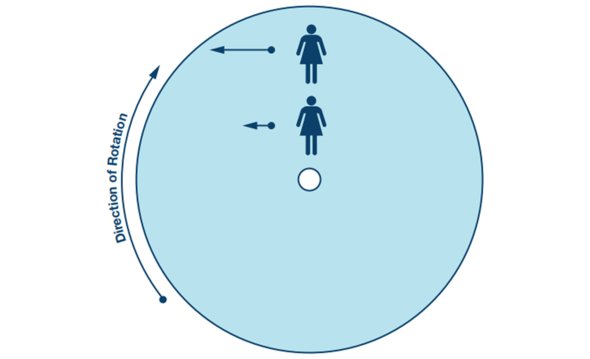
図1:コリオリの加速度の例。回転するプラットフォームの外縁方向へ移動する人が北方向のコースを維持するには、西向きの速度成分(青い矢印)を増大させる必要があります。この必要加速度がコリオリの加速度です。
ここで、Ωを角速度、rを半径とすると、接線方向速度はΩrで表されます。したがって、rが速度vで変化すると、接線方向加速度はΩvとなります。これはコリオリの加速度の半分です。もう半分は半径方向速度の方向変化から生じ、合計で2Ωvとなります。人が質量(M)を有しているとすると、この加速度を発生させるにはプラットフォームから力(2MΩv)を加える必要があり、質量にはこれに対応する反作用力が生じます。ADXRS645は、回転プラットフォーム上を半径方向に移動する人と同様の共振質量を使用することによって、この効果を利用します。この質量はポリシリコンからマイクロマシン加工されたもので、1方向にのみ共振できるようにポリシリコンのフレームに接続されています。
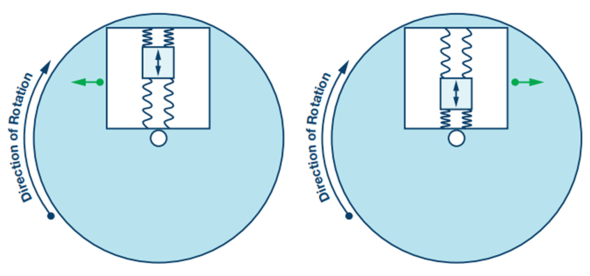
図2は、共振質量が回転の外縁方向へ移動したときの状態を表します。質量は右向きの加速度を受け、フレームには左向きの反作用力が生じます。逆に回転の中心方向へ移動すると、緑色の矢印が示すように、フレームには右向きの力が生じます。
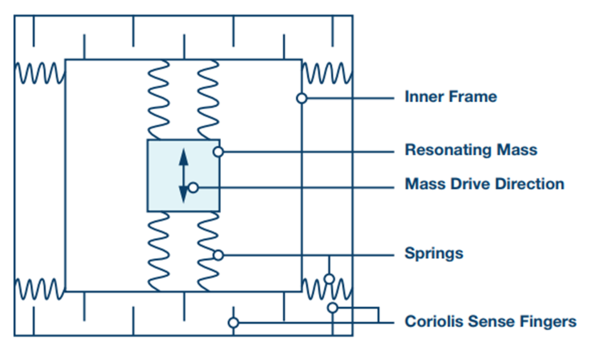
コリオリの加速度を測定するため、図3に示すように、共振質量が組み込まれたフレームは共振動作に対して90°方向のスプリングによって基板に接続されています。この図には、質量から生じる力に応じた容量変換を通じてフレームの変位を検出するために使われる、コリオリ検出フィンガも示されています。
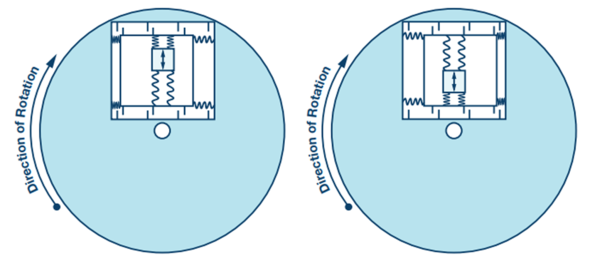
構造全体を図4に示します。この図には、ジャイロセンサーが取り付けられた面が回転している状態で共振質量が動くと、質量とそのフレームにコリオリの加速度が加わって、振動の方向と90°異なる方向へ変位する様子が示されています。回転速度が大きくなると、質量の変位量と、それに対応する容量変化によって生じる信号も大きくなります。ジャイロセンサーは、検出軸が回転軸と平行になっている限り、回転する物体上の任意の位置に任意の角度で配置することができます。
容量性センシング
ADXRS645は、図4に示すように、共振器に取り付けられた容量性検出素子を通じて、コリオリ効果による共振質量および、そのフレームの変位量を測定します。これらの素子は、基板に取り付けられた2セットの静止型シリコンビームと相互に組み合わせたシリコンビームで、公称値の等しい2個のコンデンサを形成します。角速度によって生じた変位は、このシステムに容量差を発生させます。
実際には、コリオリの加速度は極めて小さい信号で、ビームに生じる変位は数オングストロームにすぎず、それに伴う容量変化もゼプトファラド単位です。したがって、温度、パッケージ応力、外部加速度、電気的ノイズなどの寄生信号源に対する交差感度を最小限に抑えることが極めて重要です。これは、アンプとフィルタを含む電子部品を、機械的センサーと同じダイ上に配置することによって、部分的に実現されます。しかし、より重要なのは、シグナルチェーンのできるだけ末端に至るまで差動測定を行って、信号と共振器の速度を相互に関連付けることです。これは特に、外部加速度の影響に対応する上で重要です。
振動の除去
ジャイロセンサーが検出するのは回転速度だけで、それ以外は何も検出しないのが理想的です。しかし実際のところ、機械的設計のバランスが悪かったり、マイクロマシニングの精度が十分でなかったりすることから、あらゆるジャイロセンサーは何らかの加速度による影響を受けます。現実には、加速度に対する感度の影響はさまざまな形で現れ、その程度は設計ごとに異なります。通常、最も顕著なものは直線加速度に対する感度(あるいはg感度)と振動整流に対する感度(あるいはg2感度)であり、これらは、デバイスの定格バイアス安定性が完全に損なわれるほどの大きさとなることがあります。一部のジャイロセンサーでは、レート入力が定格測定範囲を超えると、出力がレールtoレールでスイングします。その他、数百g程度の衝撃で「ロックアップ」を起こす傾向を持つものもあります。これらのジャイロセンサーが衝撃によって損傷を受けることはありませんが、レートに応答しなくなるので、一度電源を切って再起動する必要があります。
ADXRS645は、最大1000gまでの衝撃を除去できる新しい角速度検出手法を採用しています。このデバイスは4個の共振器を使って信号を差動で検出し、回転動作に関係のないコモンモード外部加速度を除去します。図5に示す上下の共振器ペアは機械的に独立しており、逆相で動作します。結果として、これらのペアは同じ大きさの回転を測定しますが、出力される結果は逆方向です。したがって、これらのセンサー信号間の違いを使って角速度を測定することができます。これにより、両方のセンサーに影響する非回転信号が相殺されます。信号は、プリアンプ手前の内部ハードワイヤ接続で結合されます。したがって過大な加速度負荷が電子部品にほとんど到達しないようにすることができ、それにより、大きな衝撃が加わった場合でもシグナルコンディショニング回路が角速度出力を維持できるようにすることができます。

センサー実装
ジャイロセンサーと、対応する駆動/検出回路の簡略回路図を図6に示します。

共振器回路は、共振質量の速度を検出して増幅し、コリオリ信号パスを基準に良好な位相(または遅延)制御を維持しながら共振器を駆動します。コリオリ回路は、下流側の信号処理によって加速度センサーフレームの動きを検出し、コリオリ加速度の大きさを抽出して、入力回転速度に見合った出力信号を生成するためのものです。また、セルフテスト機能により、センサーを含むシグナルチェーン全体の完全性をチェックします。
アプリケーション例
電子部品にとって最も過酷な環境の1つが、石油およびガスのダウンホール掘削分野にあることは間違いないでしょう。これらの掘削システムは、地下のドリルストリングの動きをより正確に把握し、動作を最適化させて損傷を防ぐために、複数のセンサーを利用しています。RPM単位で測定されるドリルの回転速度は、ドリルオペレーターが常に知っておく必要のある重要な基準値です。従来この値は、磁気センサーを使って計算されていました。しかし、磁気センサーは、ドリルケーシング内や掘削孔周囲にある鉄性材料から干渉を受けます。また、特別な非磁性ドリルカラー(ハウジング)内に収める必要があります。
さらに、加える力の大きさ、回転速度、ステアリングなどのパラメータを最適管理するために、単純なRPM測定に止まらず、ドリルストリングの動きや掘削の動力学をより深く理解することへの関心が高まっています。掘削動作の管理が不十分な場合は、ドリルの大きな振動や極端な異常動作を招き、結果として、ターゲットゾーンへの到達に長い掘削時間を要する、装置の早期故障を招く、ビットステアリングが困難になる、掘削井戸自体が損傷してしまうといった事態に至るおそれがあります。極端な場合は装置が破損して掘削井戸内に残ってしまい、その回収に多大な経費がかかるといった事態も考えられます。
ドリル加工パラメータの不適切な管理によって生じる特に有害な動作の1つが、「スティックスリップ」と呼ばれる現象です。スティックスリップは、ドリルビットが岩盤などに噛み付いて停止してしまっても、ドリルストリングの上部が回転を続けている状態を言います。ビットが停止したにもかかわらず、ドリルストリングの下端部は回転を続け、最終的にはトルクが蓄積されてビットとの接続部分が破断してしまいます。多くの場合、破損状況はかなり激しいものとなります。スティックスリップが発生すると、ドリルビットの回転速度に大きなスパイクが発生します。また、この現象は周期的に発生して、長時間にわたって続く傾向があります。スティックスリップ発生時の代表的なRPMの応答を図7に示します。地表面のドリルストリングは通常の回転を続けるため、多くのドリル加工オペレーターは、この破壊的な現象が掘削孔の深部で発生していることに気付きません。
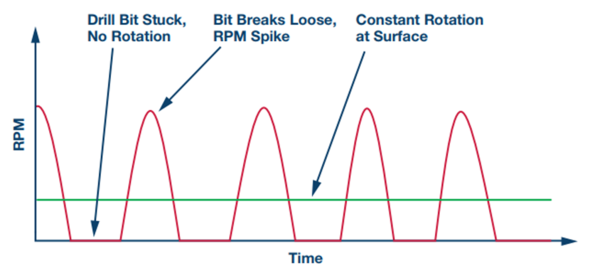
このアプリケーションにとって重要なのは、ドリルビット付近において、回転速度を高いサンプルレートで正確に測定することです。振動除去機能を備えたADXRS645のようなジャイロセンサーは、ドリルストリングの直線動作の影響を回避できるようになっているので、このタスクに最適です。大きな振動や不規則な動作が存在する場合、磁気センサーによる回転速度計算はノイズや誤差の影響を受けやすくなります。ジャイロセンサーベースのソリューションは、回転速度に対する応答が速く、ゼロ交差や衝撃、振動などに影響されやすい他のアルゴリズムには依存していません。
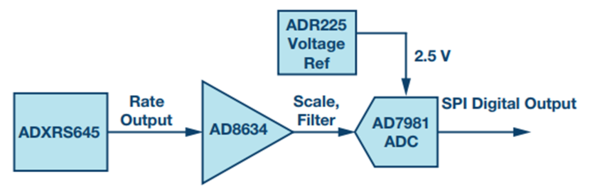
加えて、ジャイロセンサーベースの回路は、フラックスゲート式磁気センサーを使用するソリューションよりも小型で、必要な部品数も少なくて済みます。フラックスゲート式磁気センサー使用のソリューションには複数の磁気センサー軸と追加の駆動回路が必要です。ADXRS645はシグナルコンディショニング回路を内蔵しています。ジャイロセンサーのアナログ出力のサンプリングとデジタル変換を行う高温対応型ICは、低消費電力のローピンカウントパッケージで提供されます。175℃の定格値を持つデジタル出力ジャイロセンサー回路は、図8の簡略図に示すシグナルチェーンで実現することができます。データアクイジション回路用の完全なリファレンス設計は、www.analog.com/jp/cn0365から入手可能です。
まとめ
本稿では、175℃の高温動作に合わせて定格が設定された最初のMEMSジャイロセンサー、ADXRS645について説明しました。このセンサーは、衝撃と振動の影響を排除して、過酷な環境下のアプリケーションにおいて高精度な角速度測定を可能にします。このジャイロセンサーは、処理対象となる信号を収集するための高温ICポートフォリオの一部として提供されています。アナログ・デバイセズの高温製品の詳細については、www.analog.com/hightempを参照してください。
Copyright © ITmedia, Inc. All Rights Reserved.
関連リンク
提供:アナログ・デバイセズ株式会社
アイティメディア営業企画/制作:EDN Japan 編集部/掲載内容有効期限:2019年7月2日




