- プロセスエンジニアの現場から
- マイクロプロセッサ懐古録
- 中堅技術者に贈る電子部品“徹底”活用講座
- たった2つの式で始めるDC/DCコンバーターの設計
- DC-DCコンバーター活用講座
- Wired, Weird
- マイコン講座
- Q&Aで学ぶマイコン講座
- 高速シリアル伝送技術講座
- 記録計/データロガーの基礎知識
- アナログ設計のきほん/ADCとノイズ編
- めざせ高効率! モーター駆動入門講座
- Bluetooth mesh入門
- 「SPICEの仕組みとその活用設計」最新記事一覧
- 計測器メーカーから見た5G
- USB Type-Cの登場で評価試験はどう変わる?
- IoT時代の無線規格を知る【Thread編】
- IoT時代の無線規格を知る【Z-Wave編】
「品質工学」のススメ:品質を定量評価し、設計に生かす(1/3 ページ)
研究/開発、あるいは生産の現場では、機能、品質、コストにかかわる技術活動において、意思決定のスピードとその確かさに対する要求がより一層高まっている。そして、方向性の決定に際しては、意思決定のための明快な手段が必要になる。その手段が「品質工学」である。本稿では、品質工学の思想/哲学、使用する道具と使い方、そして品質工学を活用することで得られる効果などについてまとめる。
技術とは「転写性」である
 図1 良い印影と悪い印影
図1 良い印影と悪い印影 ごく当たり前に、また、無意識のうちに使ったり聞いたりする「技術」という言葉。「技術とは何か?」と聞かれたとき、読者は明確な回答を提示することができるだろうか。
筆者自身、以前は特別に意識することなく、しかも明確な定義も持たずに「技術」という言葉を使っていた。また、誰かが会話や文章の中で「技術」という言葉を使っていることに何の違和感も持たなかった。ところが数年前、技術的なコミュニケーションをとる上で、「技術」という言葉を明確に定義し、それを技術者間で共通の認識としなければならないことを痛感する出来事に直面した。その一件以来、自分なりに「技術」という言葉について考え、この言葉の定義を試みた。その結果、最終的に到達した結論は「技術とは、転写性を獲得する術(すべ)、あるいは転写性そのものである」というものであった。
ここで言う「転写」の例として、印鑑について考えてみよう(図1)。印鑑の印面に彫り込まれた裏文字に朱肉をのせ、紙面に押し付けて朱肉の文字を付着させるわけだが、このとき、付着した朱肉の文字に、かぶりや、太り、欠け、印影の濃淡などがない場合には、良好な転写性があると言える。では、印鑑で紙面に判をきれいに押す、つまり良好な転写性を獲得することには、どのような要因がかかわってくるであろうか。
まず、印鑑の印材の濡れ性や、印面の平坦度、彫り込み部と浮き出す文字部のエッジの鋭さなど、印鑑自体が抱える要因が挙げられる。また、印材への付着性と紙への付着性を両立した朱肉の物性的要因や、判を押される対象となる紙の繊維の均質性、朱肉の浸透性、厚さ、硬さ、弾力性、平坦度といった要因も考えられる。加えて、紙を置く台の硬さ、弾力性、平坦度や清浄度も重要な要因だ。さらに、判を押す人の一連の作業、例えば印面の清掃の仕方、朱肉の付け方、印鑑を紙へ押し付けるときの動作、押す力、保持する時間、印鑑を紙から離すときの動作なども転写性に影響を及ぼす。
これらの要因が、判を押して印影を得るという目的に対する技術要素である。そして、各要因が最適化されたときに、最高の転写性、つまり、理想的に反転された印影という結果が獲得できる。
この例を踏まえれば、技術とは、工業的な活動の成果である製品(現実)を仕様(理想)に近づける能力、すなわち、現実に対して理想を転写する能力のことだと言える。一般的に、工業製品は技術の連携、言い換えると転写の連鎖によって具現化されていく。具現化のアプローチは、多くの場合、「仕様書」→「構想」→「製品設計/製図」→「試作」→「評価/修正」→「本生産」→「出荷」という流れになるだろう。これらを展開していく手段、および作業と作業を結ぶインターフェースが技術にほかならない。
もう少し詳しく説明すると、まず、企画段階で製品の「仕様書」を作成するとき、その仕様書には市場の要求が反映されている必要がある。すなわち、市場の要求をドキュメントに転写するということである。次に、仕様書に記述された機能を具現化するための科学的手法や工業的手段/方法を模索することになる。この作業が「構想」であり、これも机上において仕様を機能手段へ転写する作業だ。また、「製品設計/製図」は設計思想を情報伝達の手段(回路図や実装図、部品表、またはそれらの2Dデータ、3Dデータ)に転写する作業である。「試作」は設計思想を実体へ転写する作業であり、「評価/修正」は、製品仕様と実体との機能の差を縮める作業、つまり、仕様の実体に対する転写性の改善作業だと考えられる。当然、「本生産」も製品仕様を実体に転写する作業である。このように製品が企画され、生産されるまでには、技術の連携、すなわち転写の連鎖が行われていくわけだ。
こうした転写の連鎖の中で、最も重要なものは、自然科学の法則や工学的原理/経験則である。言い換えれば、製品化の流れにおいて、これらが最も源流に位置する技術(転写性)だ。ほとんどの工業製品は「オームの法則」や「フックの法則」に代表される自然科学の法則や工学的原理/経験則の組み合わせによって目的どおりに機能することを期待され、またそうなるように設計されている。これらを利用する目的は、工業製品を安く、早く、ばらつきのない状態で生産することである。このように考えると、「工業製品の良さ」は、「自然科学の法則や工学的原理/経験則がいかに良好にその製品に転写されているか」ということで評価できるのではないだろうか。
ここまで、「転写性」が技術の本質であるとして論を進めてきたが、「転写性」を分解すると、「再現性」と「線形性」から成り立っていると考えられる(以下参照)。
技術=転写性=再現性+線形性
ここで、「再現性」とは、あるシステムに一定の入力を行えば、どのような状況(使用する環境やシステムの個体の違い)であったとしても、常にある値の周りに、ばらつきの小さい出力値が得られるということである*1)。一方、「線形性」とは、入力の量を変えれば、その入力量に比例した(あるいは、ある関数に支配された)出力値が得られるという意味だ。
品質を定量化する手段
これも、技術者であればごく当たり前に耳にし、使うことが多い「品質」という言葉。この言葉はどういう意味だろうか。JISによる「品質」の定義は、「品物またはサービスが、使用目的を満たしているかどうかを決定するための評価の対象となる固有の性質/性能の全体」となっている。意味をしっかり理解するには、何度も読み直さなければならない表現だ。
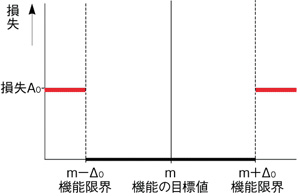 図2 機能と損失に関する一般的な思考
図2 機能と損失に関する一般的な思考 「品質」という概念は、工業製品や食品などのように実体を伴うものだけでなく、生命保険などの契約内容や契約後のサポートなどのような各種サービスにも当てはまる。市場における品質上の問題は、小は「焼き鳥の焼き加減のばらつきによる酔客の憂うつ」から、大は「輸送機関の事故による多数の人命の喪失」まで、さまざまな障害を引き起こすことになる。このように、「品質」とは、われわれの生活に密着したほとんどの商取引に付いて回る非常に重要な概念である。しかしながら、その意味、あるいはその本質を理解している方はそれほど多くないのではなかろうか。
「モノ」、「コト」を制御したり改善したりする上では、「計測」という行為/行動が非常に重要な役割を担う。一般的に、「計測」とは「モノ」、「コト」の状態を直接、あるいは間接的に表現する物理量/化学量を、人間が認知しやすい特性に変換して数量化することである。ここで重要なのは、「品質」という概念も、「モノ」、「コト」と同様に何らかの定量的な数値で計測しなければ、制御したり改善したりすることは難しいということだ。では、「品質」はどのようにして計測すればよいのだろうか。
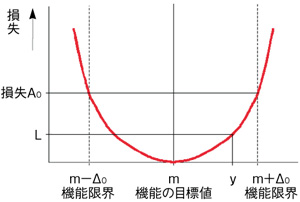 図3 損失関数による損失の概念
図3 損失関数による損失の概念この問いに対する答えを提供してくれるのが、本稿のテーマである「品質工学」だ。品質工学は「タグチメソッド」と呼ばれることも多い。タグチメソッドは、統計学者の田口玄一博士が発明/体系化した汎用技術である。
品質工学においては、「品質とは、製品が出荷後、社会に与える損失である」という文章で「品質」を定義している*2)。先述したJISの定義よりも単純明快だ。「品質=損失」という関係に違和感を覚える方も多いと思うが、これは次のように理解すればよい。
ここで言う損失とは、「お金」(一般的な人間にとって最も切実であり認知しやすい特性)を失うことである。つまり、ある製品に関する「品質」とは、その製品を出荷したがために、社会が失ってしまう「お金」であるということだ。すなわち、「品質」を「お金」で計測するのが品質工学の思想である。「品質」が悪ければ悪いほど、失ってしまう「お金」が増えると逆説的に考えれば、「品質=損失」の意味を理解していただけるであろう。
品質工学では、「品質」を損失ととらえて金額化することで、企業の技術活動や経営活動の企画、戦略の一助とすることを提案している。そして、「品質」を金額化するための手段が、田口博士が提案した「損失関数」という考え方である。
ある工業製品が目標とする機能水準の目標値(基準)をm、機能障害が発生する機能の限界を±Δ0、そのとき発生する損失金額がA0であるとする。そうすると、一般的には、その工業製品によって、機能の水準の範囲がm±Δ0の範囲では損失はゼロで、機能の水準が±Δ0を超えた状態でA0の損失が発生すると考えがちである(図2)。それに対し、田口博士は、発生する損失は、機能水準の目標値mからのずれの2乗に比例するとの考えを示した(図3)。
ここで注目すべき非常に重要なもう1つの思想は、機能の限界内においても損失が発生するということだ。つまり、機能の限界値内であっても、目標値mから(y−m)だけ離れた機能の水準においては、常に以下の式で示される損失が発生しているということである。
ここで、システムが機能障害を起こす限界Δ0で損失A0が発生することから、比例定数kはA0とΔ0で書き直すことができ、以下のような2次関数が得られる。
これが損失関数である。このように損失が目標値からのずれの2乗に比例することは、数学的に説明されている(ご興味のある方は品質工学関連の専門書をご覧いただきたい)。
数多く生産される製品の場合(生産した製品の数だけyが存在する)について、(y−m)2の平均値は分散σ2と表せる。従って、上記の損失関数の式は以下のように記述できる。
このように、製品を出荷した後、社会に与える損失は、機能の目標からの限界量と、そのとき発生する損失金額、および製品の機能の分散(すなわち、ばらつき)を使って表すことができる。ただ、機能の限界内であっても損失が発生するということには、なかなか同意しがたいと思うので、一例を挙げてみよう。
現在、筆者はタイムレコーダの開発/設計に携わっている。タイムレコーダにおける一般的な意味での品質の要因は、時計の正確さと、タイムカード上への印字位置の精度である。タイムカードに印字された時刻の情報は、パソコンへ入力して管理したり、就業時間数の計算に使ったりするのだが、その際、タイムカード上の各印字段に印字されている時刻情報の並びにばらつきがなければ、カードから時刻情報を読み取る作業者のストレスは最小となる。ところが、たとえカード上の所定の枠内(機能の限界内を意味する)に印字が収まっていたとしても、印字位置が上下にばらついていると、ストレスが増大して集計作業の効率が落ち、その分コストが増加する。このように、機能の限界内であってもコストは増加するし、コストの増加はユーザーにとっての損失にほかならないのである。
「製品の出荷後、社会に与える損失」とは、企業がトラブル対策にかける総費用*3)や、企業のブランドイメージの低下など、企業側に発生する損失だけではない。製品が使えないことに起因するユーザーの実損失や機会損失、公害(例えばCO2の発生など)によって生じる費用も当然含んでいる。それらを合計して「社会に与える損失」とするのだが、この金額は技術者が見積もるべきものではない。この金額を決定するのは、経営者である。なぜなら、経営者こそが、経営理念に沿って企業のブランドイメージを金額化する責任を負っているからだ。
品質工学とは、製品にかかわるすべてのコストを最適化するための手段である。もう少し詳しく言えば、コストを原理として、技術行動の方向を確定する意思決定を支援する手段だ。非常に過激で、異論も多いものと思われるが、田口博士の言葉に「品質はコストより重要ではない。品質第一主義の会社は必ずつぶれる」*4)というものがある。民間企業であるからには、利潤の追求が目的となる。当然のことながら、コスト削減は利潤追求のための大きな要因だ。従って、民間企業で働く技術者(技術者以外にも当てはまるかもしれないが)の業務における進路分岐点での行動原理は、「コストの安いほうに進む」となる。ただし、ここで言うコストとは、その時点における瞬間最大風速的なコストではなく、その時点以降、永続的に発生するコストのことだ。
品質工学の根幹にあるのは損失関数である。つまり、技術者は自分の担当している製品の品質水準を損失関数で金額化することで認知し、開発/製造/販売にかかわるコストと比較して最適なバランスをとることを常に意識すべきである。
脚注
※1…同じ環境に置かれた同じ個体に一定の値の入力を繰り返すことにより、同じ値の出力が繰り返し得られることを「繰り返し性」と呼ぶ。これは「再現性」とは異なる。
※2…この定義から連想すると、開発/製造/販売コストは「製品が出荷前に企業に与える損失」ということになるであろう。
※3…電話代や対応の時間、サービスマンの往復の移動にかかる経費、現場でのトラブル対応時間、修理に使う部品代など。
※4…『タグチメソッド わが発想法』(田口玄一、経済界、1999年11月)より。
Copyright © ITmedia, Inc. All Rights Reserved.
記事ランキング
コーナーリンク


![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。