- プロセスエンジニアの現場から
- マイクロプロセッサ懐古録
- 中堅技術者に贈る電子部品“徹底”活用講座
- たった2つの式で始めるDC/DCコンバーターの設計
- DC-DCコンバーター活用講座
- Wired, Weird
- マイコン講座
- Q&Aで学ぶマイコン講座
- 高速シリアル伝送技術講座
- 記録計/データロガーの基礎知識
- アナログ設計のきほん/ADCとノイズ編
- めざせ高効率! モーター駆動入門講座
- Bluetooth mesh入門
- 「SPICEの仕組みとその活用設計」最新記事一覧
- 計測器メーカーから見た5G
- USB Type-Cの登場で評価試験はどう変わる?
- IoT時代の無線規格を知る【Thread編】
- IoT時代の無線規格を知る【Z-Wave編】
「品質工学」のススメ:品質を定量評価し、設計に生かす(3/3 ページ)
使用する道具
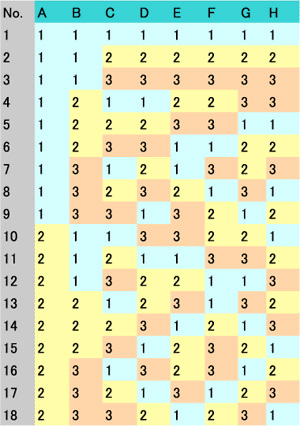 表1 L18直交表
表1 L18直交表品質工学においては、システムや「モノ」、「コト」の「再現性」と「線形性」を定量的に評価するために、S/N比(信号対雑音比)という概念を用いる。このS/N比の値が大きいほど、「再現性」と「線形性」が優れていることになる。また、評価の対象となるシステムの構成要素が出力に与える効果のことを「感度」と呼ぶ。複数の水準を選択できる複数の制御因子に対して、少なくとも2つのノイズ条件の下で実験を行い、得られた結果に対して統計的な処理/解析を施すことにより、それぞれの制御因子の水準ごとに、S/N比と感度という2つの定量値を求めることができる。
複数の制御因子ごとに複数の水準があるということは、その組み合わせは膨大なものになってしまうということを意味する。とても総当たりの実験などできるわけがなく、かといって、何のルールもなく選択した水準の組み合わせだけで実験を行ったところで、良い結果が得られるはずがない。そこで、品質工学では、複数の制御因子について、複数の水準を効率良く組み合わせて実験を行うために、「直交表」という道具を使う。直交表に示されたとおりの組み合わせで実験を行い、得られたS/N比と感度を直交表の解析ルールにのっとって計算すれば、各制御因子/水準のすべての組み合わせ数に対して圧倒的に少ない実験回数で、その制御因子/水準のS/N比や感度に与える効果の推定が可能になる。
表1に示したのは、代表的なL18直交表である。この表のA〜Hの欄に制御因子を対応させて割り付ける。つまり、L18直交表を用いれば、最大8種類の制御因子を同時に評価することができる。また、各制御因子の列に1〜3(A列は1、2)と数字が並んでいるが、これは制御因子の水準を表す。そして、左端の列が実験番号であり、例えば、No.1の実験は、「A〜Hの制御因子それぞれについて、第1水準の組み合わせでシステムを構成して実験すること」という意味を表している。この組み合わせで構成したシステムに対し、少なくとも2つのノイズ条件の下で実験を行い、それぞれ出力データを採集する。さらに「線形性」を確認することを目的とするならば、入力値を少なくとも3水準で変化させ、複数のノイズ条件の下で出力データを採集する。これを、No.1〜No.18について実験し、すべての出力データを採集する。つまり、「再現性」のみを評価するのであれば、2(ノイズ条件の水準)×18(実験の組み合わせの個数)=36個の実験を行うことになる。また、「再現性」と「線形性」を評価するのであれば、2(ノイズ条件の水準)×3(入力値の水準)×18(実験の組み合わせの個数)=108個のデータを採集することが必要条件となる。
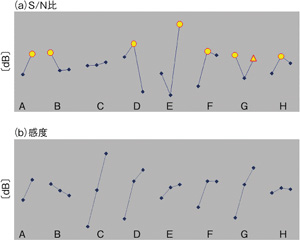 図9 S/N比と感度の要因効果図
図9 S/N比と感度の要因効果図このようにして採集した出力データを解析することで、S/N比と感度に関する要因効果図を得ることができる。図9にその一例を示すが、この2つの要因効果図はセットにして評価することに意味がある。品質工学を使った評価方法の第1の目的は、「再現性」や「線形性」を獲得することである。要因効果図において、S/N比が大きければ大きいほど「再現性」や「線形性」に優れるので、各制御因子ともS/N比の大きくなる水準を選べばよい。図9の例では、制御因子Gの第1水準と第3水準のS/N比には、値にあまり違いがない。このような場合には、感度の要因効果図を見て、システムに対して要求する感度を低くしたいのであれば第1水準を選択し、逆に高くしたいのであれば第3水準を選択すればよい。
 図10 「再現性」、「線形性」の改善
図10 「再現性」、「線形性」の改善また、制御因子Cのような特性のものが見つかったとすれば、それは非常に幸運なことである。なぜなら、制御因子Cはどの水準を選択してもS/N比はほとんど変わらない。しかし、感度は選択する水準によって大きく変化する。これは、「再現性」や「線形性」を確保したまま、設計者の望みの大きさに感度をチューニングできるということを意味している。とはいえ、「こんなに都合の良い特性の制御因子が存在するのか」と疑問を持たれる方も多いだろう。品質工学では、このような制御因子を1つでも2つでも見出すために、直交表を使ってなるべく多くの制御因子を組み合わせ、同時に、かつ効率良く実験するのである。そして、制御因子CやGのような特性をうまく使うことによって、図8で示したような特性を図10のように改善できるはずだ。
品質工学を使った問題の解決方法は次のようにまとめられる。まず、開発/設計しようとしているシステムの前に立ちはだかる技術的障壁に対し、あえてノイズを与え、直交表にのっとって実験を行う。続いて、それによって得られるS/N比と感度を調査する。その上で、障壁の中で一番突破しやすい位置を見つけ出すのである*7)。
「劣性DNA」を封じ込める
工業製品において、設計段階、試作段階における評価では検出できなかったトラブルが、量産後、あるいは出荷後に発生することがある。その原因は、製品を構成する制御因子の特性や、複数の制御因子が相互に影響を与え合うことで生じる現象/特性(交互作用と呼ぶ)によるものである。そうしたトラブルは発生の確率が低い。そのため、少数のサンプルしか製造しない試作段階では、トラブル自体が顕在化しないことがほとんどであり、検出が困難である。
また、製品が完成した直後から短時間のみ顕在化する過渡的な挙動が発生することもある。そして、多くの場合、このような過渡的な挙動はトラブルの種となる。
このような過渡的に発生するトラブルを試作段階の評価で検出することも非常に難しい。なぜなら、試作品の評価開始直後の段階では、その評価の本来の目的である機能面の確認において問題が発生し、それを解決するために試行錯誤の状態に陥ることが多いからだ。そして、試行錯誤の中に、過渡的に発生するトラブルの現象が埋もれてしまうのである。
こうしたトラブルは、量産開始段階、あるいは製品がユーザーの手元に渡った直後に顕在化する。量産が決まり、製造工程が確定した後に、この種の過渡的に発生するトラブルが見つかると、そのトラブルを除去するために、工場からの出荷前にエージング処理を行う工程を追加するなど、予定外のコストが発生してしまう。
また、次のようなケースもある。電気/電子部品やネジなどのように、1日当たり何十万〜何百万個という数を生産する現場において、1日に数〜数十個の不適合品が発生してしまうことがある。これをなくそう(減らそう)として、原因を探るべく生産工程/設備を多方面から徹底的に調査し、原因を解明するために工数/コストをかけても、その原因を見つけることができないケースが多い。そこで、製品に関連するすべての要因について検討し、材料の徹底的な管理を実施したり、製造設備や工程の管理方法を厳しくしたり、さらには、新しく工程を追加したりといった形で多大なコストと時間をかけることになる。それでも不適合品をゼロにすることはできず、結局、全数検査を行うなどということになりかねなくなる。
以上の例のような、試作時点では発見できないトラブルの種や過渡的に発生するトラブル、大量生産におけるごく少数の不適合品発生時の解明しきれない真の原因などを、筆者は「技術的劣性遺伝子(以下、劣性DNA*8))」と呼んでいる。
劣性DNAは、製品や、製造工程/製造設備を構成するシステムの制御因子について、ある水準を選択した時点で誕生する。極論すれば、回路図用原紙のある位置に、電源のシンボルと1個目の抵抗のシンボルを書き込み、両者を線でつないだ瞬間に誕生してしまうのかもしれない。
劣性DNAの起源は、システム自体が応用している複数の自然科学の法則や工学的原理/経験則の間の交互作用が原因となっている場合がある。また、システムを構成する制御因子間の偶発的な組み合わせに起因する交互作用も原因となる。もちろん、製造段階におけるシステムの構成要素の加工/製造/組み立てのばらつきも原因の1つだ。そして、完成したシステムの保存、輸送、使用環境/使用方法などのいずれか単独、あるいは複合により、劣性DNAに組み込まれた邪悪なプログラムが起動し、そのシステムにトラブルを発生させる。
現在の一般的な企業における一般的な設計/開発の進め方では、これら劣性DNAを除去することは非常に難しい。また、残念ながら品質工学を使ったとしても劣性DNAを取り除く、あるいは、発生させないようにすることはできない。しかし、システムを選択する時点、あるいは、システムを構成する制御因子の水準を選択する時点において、品質工学を使った活動を行えば、劣性DNAの寄与を大幅に弱めることができる。あるいは、劣性DNAに組み込まれたトラブルを起動する邪悪なプログラムを攪乱し、トラブルの発生確率を大幅に低減することが可能になる。
品質工学のススメ
最上流(源流)の「技術」とは、自然科学の法則や工学的原理/経験則であることはすでに述べた。それらがシステムの中で阻害されずにうまく流れている(適合している)か否かを調べるためには、「再現性」と「線形性」を評価するS/N比と、それを評価することを目的とした品質工学が非常に強力な武器になるであろう。品質工学は開発/設計の源流段階、すなわち、構想段階においてこそ活用すべき手法なのである。
多くの技術者は、当然、自信を持って仕事を進めている。自分の設計は正しいと思い込んで試作品を評価しているのに、自分の想定と異なる出力しか得られないことがある。そのとき、多くの技術者が口にしてしまうのは「良いデータがとれない」という言葉だ。ここで言う「良いデータ」とは、設計者の期待している出力値、仕様書で規定している目標値などのことであろう。しかし、その状況は「良いデータがとれない」のではなく、彼の構想で設計を進め、作り上げた試作品の機能が不満足であるということにほかならない。
次に彼がとる行動は、「ここが悪いんだ!」と言って、システムの制御因子の1つを選び、水準の選択肢を変更することであろう。そして、何回かそうしたことを繰り返せば、いつかは「良いデータ」がとれるはずだ。彼の次の行動は、例えば環境温度などの条件を変えて評価をやり直すことである。そして、また「良いデータがとれない」と嘆くのだ。自分の目の前に立ちはだかる、硬く、高く、しかも透明な技術の障壁にぶつかって、進むことも、また退くこともできず悩み苦しみ続ける。品質工学は、このような「もぐらたたき」あるいは「いたちごっこ」のような状況にはまり込むことを回避できる可能性を持っている。
先述したように、品質工学の第1段階では、目標の出力を得ることを目的とはせず、ノイズに対して強いシステム構成を見つけ出すことに傾注する。標準の状態で目標の出力を得てからノイズに対する強さの評価を行う一般的な方法とは、まったく逆のアプローチである。
ノイズに対して弱いシステムをノイズに対して強くする、つまり、システムが固まってしまってから出力のばらつきを小さくすることは、担当技術者がその製品に対する相当高い「固有技術」を持っているとしても非常に困難なことが多い。なぜなら、常に目標出力の獲得とばらつきの低減を同時に実現しなければならないからだ。しかし、まずノイズに対して強いシステム構成を見出し、続いてノイズに対する強さを確保したまま目標の出力に合わせ込むという流れであるなら、担当する技術者がある程度の「固有技術」を持っていれば、(簡単ではないかもしれないが)不可能なことではないだろう。
品質工学の手法を開発/設計段階で採用するか否かは、所属する企業や部門の長の思想によって大きく左右されることが多い。そのため、使いたいのに使えない状況や、その逆に使いたくないのに使わなければならないといったことが起きる。しかし、品質工学を使う、使わないはどうあれ、その哲学を理解しておく、せめて知識として持っておくことに何ら損はないであろう。品質工学は、システムに期待される「技術(力)」に対して冷徹に判決を下す判事なのだ。
工業製品の価値を決定づける要素は、「品質」、「機能」、「コスト」である。本稿で述べたとおり、「品質」は損失関数を使って金額化することができる。「コスト」ももちろん金額で計ることが可能だ。「機能」を金額化する手段、哲学を得たとき、この3つの要素をすべて「お金」で計測/比較し、バランスをとることができるようになる。従って、われわれ技術者や企業の経営者が今後真剣に考えていくべきことは、「機能」を金額化する手段、哲学を見つけ出すことである。当然、この活動は品質工学、あるいは、その哲学を基に発展していくであろう。今後の発展に期待したい。
以上、本稿では、品質工学を特徴づけるエッセンスを抽出して解説を行った。これをきっかけに、読者のうち何人かでも品質工学に興味を持っていただき、学習され、いつの日か仕事に役立てていただけるようになれば幸いである。品質工学に関しては、読み物的なものから学術的なものまで、多くの良書がそろっている。読者の目的に合わせて選択し、読んでみてはいかがだろうか*9)。
品質工学は万能ではない
筆者は品質工学を積極的に活用し、その効果を数多く経験して、品質工学の哲学を自分の技術的活動の柱としている。しかし、品質工学以外にも有効な最適化手法は存在する。ここでは、少しそのことに触れておきたい。
以前は、設計の対象とする機器/装置に要求されるのは、単目的の機能であることが多かった。また、それを実現するためのシステムの選択肢、制御因子の選択肢もそれほど多くはなかった。そのため、必然的に機器/装置がある容量(大きさ)になってしまうことが無意識のうちに受け入れられていたのだ。このことから、ある製品を設計している技術者間で取り合う物理的な設計上の余裕(基板上の実装スペースなど)も少なくはなかった。結果として、設計上の制御因子間の交互作用も大きくなりにくかった。
しかし、現在は、機器/装置には機能の高度化/複合化、小型化、そして徹底したコスト低減が求められている。それに伴い、ある1つの製品を設計している技術者間で、機能を具現化するための手段の奪い合いが発生する。同様に、製品の物理的なスペースも設計者間で奪い合いになる。奪い合った機能の具現化手段やスペースが高次元で融合して目的が達成されればよいのだが、多くの場合そうはならない。実際には、交互作用の固まりのようなシステムになってしまうのだ。そして、よく言われる「あちらを立てれば、こちらが立たず」という技術的なジレンマに陥ってしまうことになる。
この技術的ジレンマは、部品の配置場所の取り合いといった単純な問題としても発生するし、そのシステムに要求される複数の機能の間でも生じる。そして当然、機能、品質、コストの3者間でも発生する。こうした問題を解決するには、各要因のすり合わせ、すなわち、技術間のトレードオフの問題を解決しなければならない。このトレードオフの問題を解決できれば、製品は商品として成立するのだが、実際には問題をうまく解決することができず、商品として成立しなくなってしまうことも多い。現在、多くの技術者は、担当した職務を遂行する上で、技術的ジレンマに大いに悩み、苦しめられているであろう。
残念ながら、品質工学を使ったとしても、このような技術的ジレンマ、すなわち、トレードオフの問題を解決するのは簡単なことではない。
品質工学を推進している指導者の中には、「技術的ジレンマの存在するシステムは、量産工程において、あるいはユーザーの手元に製品が渡ってからトラブルを引き起こす大いなる因果を内包している。従って、そのシステムを育てて完成させようとするよりも、新たに素直な、つまり技術的ジレンマのない(少ない)システムを発明する方向にシフトし、有限である時間とコストを有効に活用すべきだ」と指導される方もいる。
新たな発明が生まれ、技術的ジレンマのないシステム/技術が開発でき、トラブルを起こさない商品を生産できるようになるなら、非常に幸せなことである。しかし、現在(そして、おそらく今後しばらく)の社会情勢/経済情勢がもたらす強力な負の力は、それを許してくれないのではないか。多くの経営者は、「技術的ジレンマを内包しているシステム/技術であっても、そのジレンマを何とかすり合わせで解消し、商品として一刻も早く完成させよ」と指示するであろう。そして、その商品が技術的ジレンマを内包していたとしても、そのまま出荷し、確実に利益につなぐことを望むのである。
このような状況を踏まえ、たとえ技術的ジレンマを内包していることが判明していたとしても、その企業のその時点における技術力で、そのシステムが商品として成立し得るか否かを見出すことを目的とした手法が提案されている。それは、遺伝的アルゴリズムや先進のゲーム理論を応用し、技術的ジレンマをぎりぎりのすり合わせにより解消した状況をコンピュータシミュレーションで可視化し、技術的進路に関する意思の決定を支援するソフトウエアツールである。例えば、シーディー・アダプコ・ジャパンが販売する「modeFRONTIER」というロバスト最適化支援システムなどが商品化されており、多方面で活用事例が報告されている。
現時点ではまだ認識は薄いかもしれないが、今後、コンピュータの性能や、こうしたツールの信頼性がさらに向上し、一般的に認知されるようになれば、近い将来、読者諸氏もこのような手法を当たり前に導入し、活用する時代が来るのではないだろうか。ただし、この種のツールが主流になったとしても、本稿で述べている品質工学の根幹を成す思想/哲学は、何ら曇るものではない。品質工学の思想/哲学に対する認知、認識をより一層高めることで、こうしたツールをさらに有効に使いこなすことが可能になるであろう。
脚注
※7…軍事関連において、「威力偵察」という戦術がある。これは単なる偵察行動ではなく、あえて戦闘(ノイズ)を仕掛け、その反撃などの挙動を調べることによって、前線の突破しやすい位置を推定するというものだ。
※8…遺伝子を表す英単語は、本来は「DNA(Deoxyribonucleic Acid)」ではなく、「gene」である。しかし、一般的な認識と知名度の高さの観点から、DNAと呼ぶことにした。
※9…品質工学の効果/効能をすぐにでも体験してみたいという方は、拙著『バーチャル実験で体得する実践・品質工学』(越水重臣/鈴木真人、日刊工業新聞社、2007年1月)をご一読願いたい。ネットワーク経由でダウンロードできるバーチャルな「汚水回収装置」を使って、直交表への割り付けから、(バーチャルな)実験、解析まで、品質工学を使った技術活動をひととおり体験することができる。
Copyright © ITmedia, Inc. All Rights Reserved.



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。