- プロセスエンジニアの現場から
- マイクロプロセッサ懐古録
- 中堅技術者に贈る電子部品“徹底”活用講座
- たった2つの式で始めるDC/DCコンバーターの設計
- DC-DCコンバーター活用講座
- Wired, Weird
- マイコン講座
- Q&Aで学ぶマイコン講座
- 高速シリアル伝送技術講座
- 記録計/データロガーの基礎知識
- アナログ設計のきほん/ADCとノイズ編
- めざせ高効率! モーター駆動入門講座
- Bluetooth mesh入門
- 「SPICEの仕組みとその活用設計」最新記事一覧
- 計測器メーカーから見た5G
- USB Type-Cの登場で評価試験はどう変わる?
- IoT時代の無線規格を知る【Thread編】
- IoT時代の無線規格を知る【Z-Wave編】
半導体(2) ―― 実際に経験した不良と対策(I):中堅技術者に贈る電子部品“徹底”活用講座(61)(3/3 ページ)
後工程に関する不良
ワイヤーボンドに関する不良は別途説明しますが一般的な工程の流れに従ってチップ分割からチップマウント、成型、組立、材料保管と説明していきます。
チップ分割時の不良
前回説明したダイシング(チップ分割、スクライブとも呼称)工程ではダイシング・ソーを使って切削しますが物理的な切削のため、どうしても削りカス(チッピング・カス)が飛散します。切削時にはこの切削カスを洗い流しながら作業しますがどうしても洗い流せないカスが付着することがあります。このチッピング・カスの上にダイシング・ソーが乗り上げるとカスを弾き飛ばすと同時に異常な応力が発生して図2に示すウエハーの有効領域に及ぶクラックが発生することがあります。
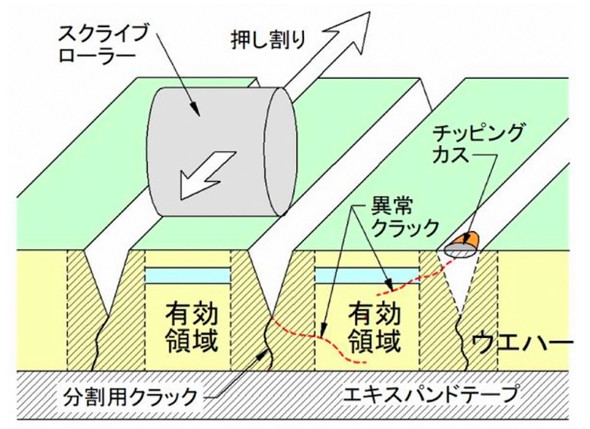 図2:異常クラックのイメージ
図2:異常クラックのイメージ一方、図2に示すハーフカット工法においてスクライブローラーを使って圧力で押し割る時はクラックの先端がチップの有効領域に掛からないように条件設定されるのですが切込み深さや鋭さ、ウエハー自体の厚みなどのバラツキにより上手く割れず想定外のクラックを生じることもあります。
このような異常クラックは検査で選別されるべきものですが、クラックが微少であれば特性検査をすり抜けてしまいます。検査をすり抜けたこれらのクラックは市場での電気、熱ストレスなどによって成長します。
やがて素子は成長したクラックによってその機能を失い、焼損や短絡、漏れ電流の増加などの不良に至ります。
特にパワートランジスタなどに用いられるハーフカット工法ではチップ直下にクラックを生じると過渡熱抵抗の劣化から市場での焼損につながりやすくなります。
【対策】
潜在的な微少クラックの発生は極少ながらも避けられないものです。組立後の検査において瞬間的に電力を与えて熱歪を発生させるパルスパワー試験でクラックを強制的に成長、破壊させ電気特性検査で選別します。この試験でクラックが成長しなければ市場でもクラックは成長しないものとみなせます。
<補足事項>前回は説明を省略しましたがウエハー分割の2つの工法の概要は次のようなものです。
| フルカット工法 | エキスパンドテープを裏面に貼り付け、ダイシング・ソーでウエハーを完全に切断後にテープを引っ張り、チップを独立させます。 |
|---|---|
| ハーフカット工法 | ウエハー厚みの3分の2程度まで切込み、テープの貼り付け後にローラーで押し割ります。 |
今回は前工程の不良を中心について説明しましたがまだまだ多様な不良があります。次回も後工程の不良について説明したいと思います。
執筆者プロフィール

加藤 博二(かとう ひろじ)
1951年生まれ。1972年に松下電器産業(現パナソニック)に入社し、電子部品の市場品質担当を経た後、電源装置の開発・設計業務を担当。1979年からSPICEを独力で習得し、後日その経験を生かして、SPICE、有限要素法、熱流体解析ツールなどの数値解析ツールを活用した電源装置の設計手法の開発・導入に従事した。現在は、CAEコンサルタントSifoenのプロジェクト代表として、NPO法人「CAE懇話会」の解析塾のSPICEコースを担当するとともに、Webサイト「Sifoen」において、在職中の経験を基に、電子部品の構造とその使用方法、SPICE用モデルのモデリング手法、電源装置の設計手法、熱設計入門、有限要素法のキーポイントなどを、“分かって設計する”シリーズとして公開している。
関連記事
 共振子(1) ―― 水晶デバイスとは
共振子(1) ―― 水晶デバイスとは
今回からはマイコンや各種発振器、フィルターに使われる共振子について説明していきます。これらの共振子は回路的には完成度が高く、指定された使い方を間違えなければ正しく動作します。発振器として市販されている部品もありますので適材適所で使い分けることが肝心になります。 電気二重層キャパシター(4) ―― 主な特性と使用上の注意点、寿命計算
電気二重層キャパシター(4) ―― 主な特性と使用上の注意点、寿命計算
今回はEDLCにおいて重要視される特性や注意事項、寿命計算の考え方について説明をしたいと思います。 電気二重層キャパシター(1) ―― 概要と原理
電気二重層キャパシター(1) ―― 概要と原理
今回からはキャパシターの一種である電気二重層キャパシター(EDLC)について説明していきます。EDLCは、耐圧は低い(数ボルト以下)のですがその容量はファラド(F)単位になり、大容量と言われるアルミ電解コンデンサーの数百倍から数千倍のエネルギー密度になります。 セラミックキャパシター(6) ―― 新しい構造
セラミックキャパシター(6) ―― 新しい構造
過去2回にわたってセラミックキャパシターの温度特性について説明してきました。今回は最近のセラミックキャパシターに用いられる新しい構造について説明したいと思います。 セラミックキャパシター(5) ―― 高誘電率系キャパシターの温度特性
セラミックキャパシター(5) ―― 高誘電率系キャパシターの温度特性
高誘電率系のキャパシターの温度特性について説明します。この種のキャパシターの温度特性は数式で変化の様子を表すことができません。したがって図表や文章での説明が主体になります。 セラミックキャパシター(4) ―― 温度特性
セラミックキャパシター(4) ―― 温度特性
セラミックキャパシターの温度特性について説明をしていきます。なお、今回、取り上げる温度特性はIEC規格クラス1やその日本版であるJIS規格のクラス1です。
Copyright © ITmedia, Inc. All Rights Reserved.
記事ランキング
コーナーリンク


![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。