- プロセスエンジニアの現場から
- マイクロプロセッサ懐古録
- 中堅技術者に贈る電子部品“徹底”活用講座
- たった2つの式で始めるDC/DCコンバーターの設計
- DC-DCコンバーター活用講座
- Wired, Weird
- マイコン講座
- Q&Aで学ぶマイコン講座
- 高速シリアル伝送技術講座
- 記録計/データロガーの基礎知識
- アナログ設計のきほん/ADCとノイズ編
- めざせ高効率! モーター駆動入門講座
- Bluetooth mesh入門
- 「SPICEの仕組みとその活用設計」最新記事一覧
- 計測器メーカーから見た5G
- USB Type-Cの登場で評価試験はどう変わる?
- IoT時代の無線規格を知る【Thread編】
- IoT時代の無線規格を知る【Z-Wave編】
リフローのプロセスを理解すれば、実装不良は防げる!:Wired, Weird(4/4 ページ)
リフローの熱による“熱だまり”
ここで改めて図6の部品配置を見てほしい。リフロー方向に水平な2個の部品は不良が発生せず、垂直な3個の部品で不良が発生したのは何故だろうか? これはリフローの熱による“熱だまり”が影響していると考えられる。図6にリフロー直後の温度差のイメージを追記したものを図8に示す。
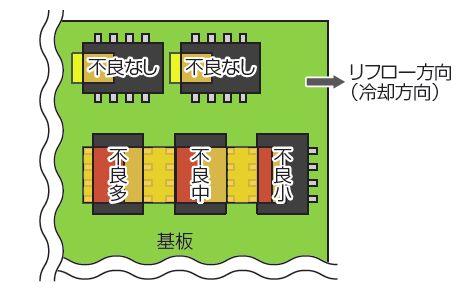 【図8】図6にリフロー直後の温度差のイメージを追記したイメージ
【図8】図6にリフロー直後の温度差のイメージを追記したイメージ図8の黄色は少し温度が残っている部分、橙色は温度が少し高い部分、赤色は高温部分である。リフローから遅れて出るリレーの左側に温度が高い部分が残る。ちょうどその部分に不良が発生した3つのリレーのリードがあることが分かる。このリードは配線パターンの熱伝導が高いため、比較的速く冷却される。すなわち、リード近くの封止材は速く固化するため、リードから離れた封止材との間に、硬化の時間差ができる。この時間差で封止材に小さな隙間が生じる可能性が考えられる。図5の写真では、割れの幅が1mmを超え、長さは1cmほどあったが、この部分に小さな隙間が生じれば、基板の洗浄工程でフラックスが溶け込んだ大量の洗浄液がリレーの内部へ入りこみ、リレーの動作不良を引き起こす可能性もある。
図8では不良が発生した3つのリレーのうち、最も左側のリレー(基板の内側)で不良発生の割合が高く、右側(基板の外側)の不良発生率は低かった。このことからも、リレーのリード近くの封止材とその周囲の封止材の温度差が不良の要因になっていることがうかがえる。
SMTリレーの封止材がリフロー時に溶け、冷却時に再び固まるというプロセスを理解していれば、リフロー後の急激な冷却が封止部の強度の劣化につながることが推定できる。また実装設計時の部品の配置方向も自ずと決まってくる。つまりリフロー方向と水平方向に実装することで熱だまりを小さくし、急激な基板の冷却でもリレーの封止強度の劣化は小さくできる。部品メーカーと基板の実装メーカーとの情報の共有化を進めれば、実装設計でこれらの不具合をなくすことができる。
リレーメーカーからの予想外の回答
さて、今回の連載を執筆するにあたり、リレーの封止材は200℃で軟化するかどうかを確認するため、リレーメーカーに問い合わせたところ、予想外の回答があった。「封止材は、耐熱エポキシであり、300℃の高温でも軟化しない」という趣旨の回答だった。メーカーが使用しているエポキシは特殊な材料のようだ。まだまだメーカーとの対話が足りないようである。SMTリレーへのフラックス侵入は、非常に重要な問題であり、さらに詳細に突っ込んで原因を確認した。少し長くなるが、続きは次回に報告する。
- 30年前に関わった半導体用温調器、調査で判明した設計の盲点
- 電解コン液漏れの先に見えたもの――搬送機器のコントローラー修理【後編】
- 「通信エラー」の原因を追う――搬送機器のコントローラーを修理【前編】
- 修理事例が示す安全部品の落とし穴――AC24V電源に潜むリスク
- 基板から煙が噴き出した!――古い歯科技工機器の修理(2)
- ワンチップマイコンには荷が重すぎ? 古い歯科技工機器の修理(1)
- いまだに多い……マルチバイブレーター回路の誤った応用回路
- よみがえる『破裂するセラコン』の記憶……原因特定!問題が多いノートPCの調査(2)
- なぜ電源が入らない……問題が多いノートPCの調査(1)
- 熊本の大雨で水没した愛車のバッテリー充電にトライした
関連記事
 SMTリレーよ、お前もフラックスに弱いのか!
SMTリレーよ、お前もフラックスに弱いのか!
電気電子機器の回路基板を設計/製造する上で、リレーとフラックス、および洗浄液が不具合の原因になることは多い。表面実装部品の1つであるSMTリレーについても、取り扱い方を間違えると同様の不具合が発生するので注意が必要だ。 チップ部品を用いた回路設計の“落とし穴”
チップ部品を用いた回路設計の“落とし穴”
表面実装に対応したチップ部品を使用する機会が増えている。その一方で、チップ部品の特性を良く理解せずに回路を設計して基板を製造すると、想定外の“落とし穴”にはまり込んでしまうことがある。 リレーが生み出す危険なサージ
リレーが生み出す危険なサージ
ICが普及した現在でも、リレーはノイズが多い環境での入出力用インタフェース部品として活用されている。筆者は、リレーのメーカーが提示している注意事項を十分に確認して回路設計を行っているが、それでも事故が発生してしまったことがある。
Copyright © ITmedia, Inc. All Rights Reserved.
記事ランキング
コーナーリンク


![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。